

The frame looked some what strange, with the unmachined wheel castings standing along side. So the next job to tackle was to turn the wheels. The castings are of a very good quality and they were easy to machine.

The castings from Live steam service; there are of good quality iron.

The set of six wheels during production.

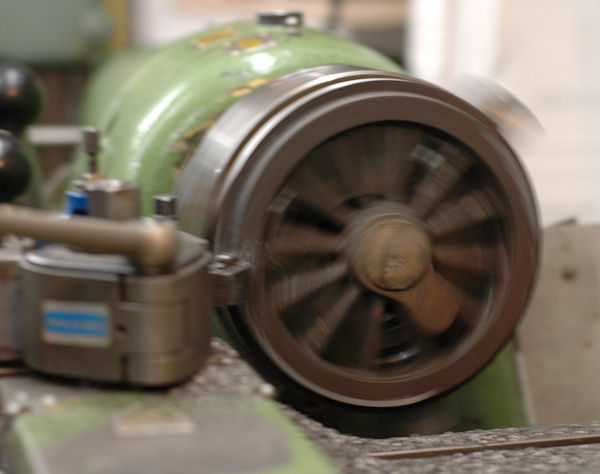


The first operation was to turn the outer rim clean. Now it could be held on this rim in the chuck and the front face and tread were 'cleaned' also. By 'cleaning' only a small amount of material is removed, just enough to get rid of the rough surface of the casting. Once this is done, the wheels have a so called reference side or face, on which they can now be hold to turn the back of the wheel. In this operation the wheels get there final width dimension. In the same setting the hole for the axle is drilled and bored to final close fit dimension of 18mm (tol. 18.00 - 18.02mm)


Profiling the tread is done is various settings. The wheel is therefore clamped on the faceplate with the aid of a mandrel which is hold in a collet. The wheels tread is 3 degree coned. These wheels are, with a diameter of 138mm, even a few millimetres smaller than those on the GWR 0-4-2 "Didcot".
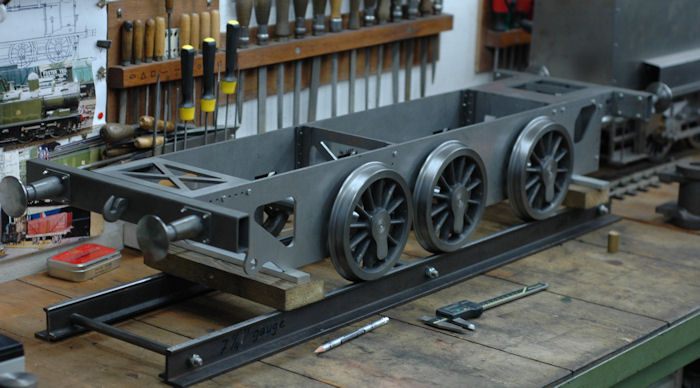


The wheels are fitted on 22mm axles. I've took one to the club track of the SMMB in Tilburg for testing.

A quick set-up in the milling machine was made for drilling and reaming the crankpin holes. No complex jig is needed, only a pin of (in this case) of 18.01 mm, that has been screwed and fixed in T-groove on the table. The wheel is clamped on the table and machined. Without moving the table of the milling machine, all wheels were treated in the same manner.